НАДАЄМО СЕРВІС НАШОГО ОБЛАДНАННЯ КВАЛІФІКОВАНИМ МЕХАНІКОМ ДИСТАНЦІЙНО ТА З ВИЇЗДОМ ДО КЛІЄНТА

Залиште обслуговування пил експертам
Багато дистриб’юторів компанії Wood-Mizer пропонують повний комплекс сервісних послуг із заточування пил, завдяки яким Ваші стрічкові пили не тільки стануть гострими, але повністю оновляться, оскільки сервіс пил проводиться на тому ж обладнанні, яке використовується на заводі для підготовки нових пил. Кожна пила заточується з використанням кращих технологій заточування CBN, що забезпечує точність розпилу і прямі, гладкі розрізи.
Правильне обслуговування стрічкових пил подовжує термін їх служби і дозволяє отримувати продукцію стабільно високої якості.
Пакет підтримки клієнтів стрічкових пил
Враховуючи це компанія Wood-Mizer розробила ряд обладнання для заточування, що задовольнить власників, як базових стрічкових пилорам так і великого промислового обладнання. Система заточування пил забезпечить клієнтам практично заводські результати. Наше обладнання для заточування і розведення стрічкових пил було ретельно розроблено, для створення балансу між недорогим але якісним результатом заточування і довгою експлуатацією в складних умовах роботи.
У всьому точильному обладнанні фірми Wood-Mizer використовуються автоматичні пристрої, засновані на технології заточування CBN-кругами, що забезпечує найкращі результати заточування. Wood-Mizer випускає власні CBN-диски, які повністю відповідають профілю зуба і не потребують додаткового налаштування. Використання заточувальних CBN-дисків дозволяє заточити пили до заводських специфікацій, точно зберігаючи крок і висоту зуба, кут заточування і торця.
НАШІ ПЕРЕВАГИ
- загострюємо пили борозоновими дисками CBN зі збереженням оригінальності зуба пили
- омиваємо пилу охолоджувально-мастильною рідиною, що дає довговічність і збереження полотна пили
- доставляємо сервісований ріжучий інструмент по налагодженому маршруту до вашого підприємства
- працюємо з ПДВ
7 ПЕРЕВАГ СТРІЧКОВИХ ПИЛ Wood-Mizer®
- точна геометрія пили
- зварювання пили на заводському обладнанні IDEAL BAS-100
- швидкорізальна сталь високої якості
- широкий вибір параметрів та профілів
- захист від підробок (індивідуальний номер кожної пили, сертифікат якості заводу виробника)
- спеціальне упакування пил
- кожна пила готова до роботи

7 ПЕРЕВАГ НАШИХ ВЕРСТАТІВ
- надійність у використанні, робота 24/7
- оперування колодою за рахунок комплекту гідравліки
- швидкість розрахунку пиляльної продукції за рахунок електронної лінійки
- комплектуємо верстати різними типами двигунів: електричний, бензиновий, дизельний
- економічність, не високі витрати на розхідні матеріали, за рахунок якісних оригінальних запчастин
- мобільність, можливість працювати на ділянці біля сировини
- точність в розпилюванні

НАШІ ПРОДУКТИ

ПРОФЕСІЙНІ ПИЛОРАМИ
Стрічкові пилорами для початку бізнесу та невеликого виробництва.
ПРОМИСЛОВІ ПИЛОРАМИ
Промислові стрічковопилкові верстати високої продуктивності.

КРОМКОРІЗИ І БАГАТОПИЛИ
Поздовжні кромкообрізні і багатопильні верстати Wood–Mizer.

ТАРНІ ЛІНІЇ SMART LOG PROCESSING
Індустріальні деревообробні лінії й обладнання для розпилювання деревини.

ЗАТОЧНІ ВЕРСТАТИ
За допомогою цього обладнання можна досягти високого рівня заточування пил.

ЗАТОЧУВАЛЬНІ CBN-ДИСКИ
Диски в п’яти варіантах профілю зуба, які відповідають профілям зуба пилок.

РОЗВІДНІ ВЕРСТАТИ
Верстати для професійної розводки пил у великих лісопильних компаніях.

ВТОРИННА ДЕРЕВООБРОБКА
Обладнання для випуску готової продукції з деревини.

ЗАПЧАСТИНИ
Замовлення запчастин Wood-Mizer.

ВЖИВАНЕ ОБЛАДНАННЯ
Вживане обладнання Wood-Mizer.

SilverTIP
SilverTIP – це чудова пила для розпилювання і колод, і брусу у промислових масштабах. Виготовлена з вуглецевої сталі, стрічкова пила SilverTIP використовується у мобільних та стаціонарних стрічкових верстатах, серед яких і горизонтальні роздільні. Вуглецева сталь – одна із найпоширеніших у виробництві вузьких стрічкових пил. Такі пили добре заточуються, хоча витримують менше заточувань, ніж леза із високолегованої сталі, оскільки матеріал, з якого виготовлені пили SilverTIP, м’якший, ніж високолегована сталь.
Ширина 32 мм, 35 мм, 38 мм, 40 мм, 45 мм, 50 мм, 75 мм
Товщина 1.00 мм, 1.07 мм, 1.14 мм, 1.27 мм, 1.40 мм
Профіль 9/29, 10/30
DoubleHARD
DoubleHARD – це міцна та універсальна пила, яка прекрасно справляється з розпилюванням хвойних та листяних порід, матеріалу з великою кількістю сучків та смоли, а також з мерзлою деревиною. Леза DoubleHARD виготовлені з високолегованої сталі. Зуби цієї пили проходять процедуру індукційного загартовування, що забезпечує їм вдвічі більшу міцність та вдвічі збільшує термін служби пили між заточуванням у порівнянні зі стандартними лезами з вуглецевої сталі.
Ширина 32 мм, 35 мм, 38 мм, 40 мм, 50 мм
Товщина 1.00 мм, 1.07 мм, 1.14 мм, 1.40 мм
Профіль 4/32, 7/34, 9/29, 10/30, 13/29
MaxFLEX
MaxFLEX – це високоякісні універсальні стрічкові пили, які мають максимальну гнучкість. Виготовлені з високолегованої сталі преміум-класу, ці гнучкі пили мають довгий термін служби і ефективно розпилюють будь-яку деревину. Пили MaxFLEX загалом використовуються у мобільних і промислових деревообробних установках. Їх заточують за допомогою диска CBN і за міцністю вони відповідають стрічковим пилам DoubleHARD.
Ширина 32 мм, 35 мм, 38 мм
Товщина 1.00 мм, 1.07 мм, 1.14 мм, 1.40 мм
Профіль 9/29, 10/30, 13/29
BiMETAL
BiMETAL – це пили, виготовлені з двох типів високолегованої сталі, а зуби додатково загартовані. Завдяки своєму дизайну, стрічкові пили BiMETAL залишаються гострими утричі довше, ніж стандартні пили з вуглецевої сталі. Пили BiMETAL мають триваліший термін служби і спроектовані для вирішення різноманітних виробничих завдань з деревообробки. Їх заточують за допомогою диска CBN.
Ширина 34 мм
Товщина 1.07 мм
RazorTIP
RazorTIP Stellite® – стрічкові пили зі стелітованими зубами, які демонструють відмінну зносостійкість, витримують багаторазові заточування і здатні працювати довше, ніж стандартні пили, навіть під час розпилювання складних в обробці тропічних твердих порід. Пили RazorTIP виготовлені з високолегованої сталі, вістря зубів стелітоване. Їх заточують за допомогою
диска CBN. Такі леза и не затупляються довше, ніж звичайні гартовані зуби.
Ширина 32 мм, 38 мм
Товщина 1.07 мм, 1.14 мм
ТЕХНIЧНI ПОРАДИ
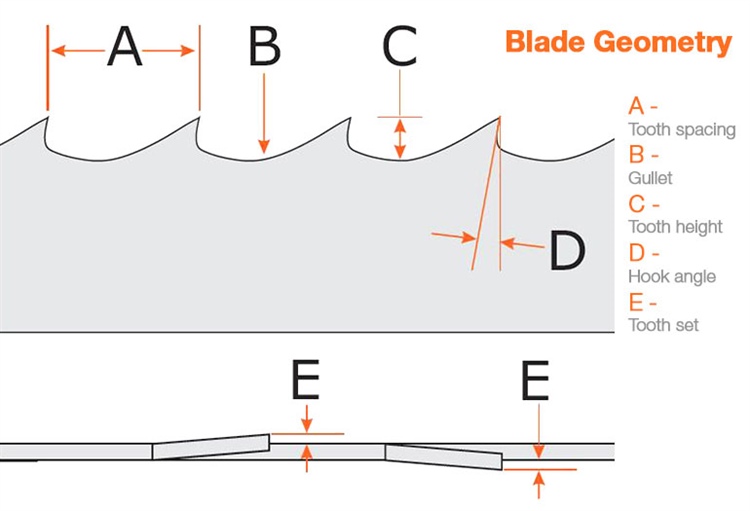
ЯК ПРАВИЛЬНО ПІДІБРАТИ СТРІЧКОВУ ПИЛУ WOOD-MIZER
A = Крок зуба
B = Пазух зуба
C = Висота зуба
D = Передній кут зуба
E = Розведення зубів
Wood-Mizer випускає стрічкові пили для розпилювання будь-яких видів деревини, від вологих хвойних до сухих листяних порід. Враховуючи те, що у асортименті Wood-Mizer більше 60 варіантів параметрів пил, включаючи 6 видів профілю зуба та різні комбінації товщини та ширини леза, яка саме пила буде найкращою для Вашого деревообробного виробництва?
ЩО РОБИТИ, ЯКЩО ПІД ЧАС РОЗПИЛЮВАННЯ ВИНИКАЄ «ХВИЛЯ»?
Багато верстатників знайомих з цією проблемою: під час розпилювання виходить нерівна поверхня дошки, «хвиля». Проблема дійсно серйозна, але її можна вирішити. Послідовно проаналізуємо фактори, які впливають на процес розпилювання. Їх всього чотири: оператор, верстат, пила, деревина.

Оператор
Перший пункт нашого списку інколи може виявитись останнім. Адже саме від оператора залежить правильність налаштування верстата, вибір швидкості розпилювання та підбір пили в залежності від типу деревини.
Швидкість розпилювання має бути якнайближчою до максимальної для цього типу деревини. Якщо швидкість розпилювання достатня, поверхня робиться схожою на дошку для прання. Якщо ж швидкість навпаки занадто велика, пила вже не встигає робити пропил і, як наслідок, виникає «хвиля».
Особлива увага налаштуванню верстата. Часто навіть досвідчені оператори не приділяють належної уваги стану верстата, посилаючись на те, що регулювання не відбирають багато часу, і обслуговування верстата проводять один раз на тиждень, а то й рідше. Дійсно, регулювання і ремонт верстата в цьому випадку – досить тривалий процес: адже за тиждень набирається багато збоїв в налаштуваннях, до яких раніше не доходили руки. Наша рекомендація: перевіряти налаштування верстата кожен день, і обов’язково після контакту опорних роликів пили з колодою. Перевіряти – не означає регулювати, і часу на це потрібно небагато.
Оператор також має контролювати стан пилорами.
Верстат
Розглянемо, які деталі і вузли верстата можуть провокувати виникнення «хвилі» під час розпилювання.
Направляючі ролики пили. Вони визначають положення пили до станини. Правильне налаштування роликів надає додаткову стабільність пили в пропилі. Налаштування роликів перевіряється за допомогою регулювальної лінійки, яка входить в комплект верстата. Ця лінійка має зберігатись окремо від інших інструментів, щоб уникнути її поломки. У випадку втрати чи пошкодження лінійки, рекомендуємо придбати нову, а не намагатись виготовити самостійно.
Отже спочатку оглядаємо ролики. Вони не повинні мати слідів виробки на робочій поверхні, які викликають вібрацію полотна і пили. На бортиках роликів не має бути глибоких рисок, які виникають в тому випадку, якщо ролики не обертались під час руху пили. Також потрібно перевірити стан підшипника, для якого допускають тільки невеликий люфт.
Далі проводимо перевірку кріплення осі (пальця) ролика в корпусі. У випадку виявлення люфту (всі шпильки, які закріплюють вісь, затягнуті) проводять заміну корпусу. Часто в процесі експлуатації пошкоджується місце кріплення корпусу ролика до направляючої каретки, тому не вдається правильно відрегулювати положення роликів (нема запасу регулювання). Можна спробувати виправити вигин, попередньо демонтувавши корпус ролика. Правда, при цьому пошкоджується місце зварки, тому дефектний корпус краще замінити на новий.
Зламані регулювальні шпильки та скручені контргайки краще одразу замінити на нові, а далі, щоб не допустити їх передчасного виходу з ладу, рекомендуємо використовувати тільки якісний регулювальний інструмент (накидний ключ на 14 і шестигранник 3/16‘‘).
Після заміни дефектних вузлів і деталей проводиться повне регулювання роликів пили за заводською інструкцією. Щоб забезпечити рівномірність натиску роликів на пилу при переміщенні рухомого ролика з одного крайнього положення в інше, направляючі рухомого ролика мають рухатись у площині, паралельній площині опорного столу. Про це регулювання часто забувають або виконують його неправильно. Тому при регулюванні ширини пропилу жорсткість полотна пили змінюється, і це викликає виникнення «хвилі». Перевірте також відсутність люфта у вузлі приводу направляючої рухомого ролика. Тут недопустимий навіть незначний люфт.
Ремені В57. Використовуйте тільки фірмові “плаваючі” ремені Wood-Mizer, оскільки вони спеціально розроблені для стрічкових верстатів. Перевіряйте їх стан часто. Якщо вони зношені, одразу замініть на нові, щоб запобігти контакту обідка шківа з пилою, що викликає передчасний розрив пили.
Омив пили. Завжди використовуйте омив пили, щоб підтримувати пилу у чистою. Це проста річ, про яку оператори інколи забувають.
Регулювання положення пили на робочих шківах. Значний стік пили зі шківів призводить до розтягнення заднього краю пили, і пила стає нестійкою у пропилі. В цьому випадку дефект виникає не одразу, іноді після другого або третього заточування, і оператор думає, що пила неякісна. Але і нова пила після кількох заточувань починає пиляти нестабільно. Висновок: обов’язково регулюйте положення пили на шківах.
Встановлення верстата. Це особливо важливо у випадках, коли опорні ноги верстата не закріплені анкерними болтами, як це рекомендовано в інструкції щодо експлуатації верстата. Всі опорні ноги повинні торкатись підлоги без жодних зазорів. У випадку виявлення зазору, його потрібно прибрати, підклавши під опорну ногу металеву пластинку відповідної товщини.
На верстатах, які випущені до 2000 року, відсутні серединні опорні ноги, які встановлюють замість шасі, щоб попереджати прогин станини при переміщенні ріжучої голови. Якщо на вашій моделі верстата немає цих опор, ми наполегливо рекомендуємо їх встановити, виготовивши самостійно або придбавши у представництві Wood-Mizer.
Пила
Впевнившись, що всі налаштування верстата відповідають рекомендаціям, переходимо до головної «винуватиці» виникнення «хвилі». Це, звісно ж, пила. Насамперед необхідно пам’ятати, що запорукою успіху в розпилюванні є правильне заточування і розведення стрічкових пил.
Найчастіше «хвиля» виникає під час розпилювання тупими пилами.
За недостатнього розведення різко знижується швидкість розпилювання. Крім того пила, навіть якщо достатньо гостра, гріється під час роботи, розтягується, і потрібно часто перевіряти її натяг на шківах.
Так само впливає і кут заточування. Якщо цей кут більший за оптимальний для цього типу деревини, пила зав’язає в деревині, а якщо недостатній – знижується швидкість розпилювання.
Окремо розглянемо нерівномірність розведення. Якщо розведення нерегулярне від зуба до зуба, «хвиля» матиме випадковий характер і залежатиме в основному від нерівномірної щільності деревини. Якщо ж розведення відрізняється для різних боків полотна пили, «хвиля» буде залежати від переважаючої величини розведення (в один чи інший бік) і виникатиме при зміні швидкості розпилювання. Опосередковано про наявність такого дефекту свідчить те, що після входу в деревину пила пірнає вниз або піднімається вгору.
Пила, в якої крок зуба чи висота зуба змінюють при переході від зуба до зуба, буде пиляти ривками і зі значною вібрацією. Не можна забувати і про ту шкоду, яку наносять незняті після заточування задирки. Крім збільшення ризику розриву пили, наявність задирок призводить до гальмування пили в пропилі, її нагрівання і відповідно виникнення «хвилі».
Часто пила пошкоджується під час зіскакування зі шківів або при неправильному вивільненні від заклинювання. Таку пилу звичайно правлять і намагаються розпилювати нею й далі, але якісного пропилу вже доб’єшся.
Деревина
Розглянемо ті характеристики деревини, які впливають на виникнення «хвилі».
Насамперед це нерівномірна щільність шарів. Звичайно щільність серцевини колоди значно менша, ніж щільність зовнішніх шарів (особливо в м’яких породах деревини). Тому й кількість тирси під час розпилювання сировини більша. Пила на своєму шляху проходить такі ділянки і не справляється з видаленням тирси з пропилу. В результаті його тильна частина нагрівається і збільшуватиметься в розмірах. Пила вигинається в розпилі і виникає «хвиля». Необхідно підібрати профіль пили таким чином, щоб вона однаково добре розпилювала тверді зовнішні та м’які внутрішні шари.
Виникнення «хвилі» під час розпилювання мерзлої деревини добре знайоме більшості операторів. Повністю промерзла деревина особливих проблем не викликає, а от розпилювання злегка підморожених або частково замерзлих колод – завдання дуже непросте. Використання пили з профілем для мерзлої деревини вирішує більшість проблем.
Під час розпилювання з великою кількістю сучків ризик виникнення «хвилі» виростає у кілька разів. Пиляти в цьому випадку необхідно дуже уважно і плавно знижувати, а потім так само плавно збільшити швидкість подачі при проходженні кожного сучка.
Особливі проблеми викликає розпилювання дуже смолистої деревини. Справа в тому, щоб налипання тирси і смоли на полотно пили рівносильне збільшенню її товщини. А оскільки товщина пропилу не змінюється, пила починає тертись об стінки пропилу, нагріватись, і, як наслідок, падає натяг. «Хвиля» виникає тут же.
Використовуйте мийну рідину в баку для омиву пили, хоча це й не завжди допомагає, оскільки рідна подається тільки на один бік пили, а смола налипає з обох боків.
Wood-Mizer розробив систему LubeMizer для одночасної подачі омиваючої рідини на обидві площини пили. Радимо придбати цю систему і встановити її на верстат, особливо якщо розпилюються смолисті породи деревини.
ПРО НАС
З моменту заснування компанії у 1982 році, Wood-Mizer виготовив та продав більше 80.000 стрічкопильних верстатів майже в 130 країнах світу. Велика популярність Wood-Mizer пояснюється унікальною конструкцією верстата, яка забезпечує точність розпилу, економічність та надійність обладнання.
