ZAPEWNIAMY SERWIS NASZEGO SPRZĘTU Z WYKWALIFIKOWANYM PILOTEM MECHANICZNYM I WYJAZDEM DO KLIENTA

Pozostaw usługę odkurzania ekspertom
Wielu dystrybutorów Wood-Mizer oferuje pełen zakres usług związanych z ostrzeniem pyłu, który nie tylko ostrzy piły taśmowe, ale także całkowicie je zaktualizuje, ponieważ odkurzanie odbywa się na tym samym sprzęcie, co w fabryce do przygotowania nowych pił. Każda piła ostrzona jest przy użyciu najlepszej technologii ostrzenia CBN, co zapewnia dokładność piłowania oraz proste, płynne cięcia.
Właściwa konserwacja pił taśmowych wydłuża ich żywotność i pozwala uzyskać produkty o niezmiennie wysokiej jakości.
Pakiet obsługi klienta piły taśmowej
Mając to na uwadze, firma Wood-Mizer opracowała szereg urządzeń do ostrzenia, które zadowolą zarówno właścicieli podstawowych pił taśmowych, jak i dużego sprzętu przemysłowego. System ostrzenia pyłu zapewni klientom niemal fabryczne rezultaty. Nasz sprzęt do ostrzenia i rozcieńczania pił taśmowych został starannie zaprojektowany, aby zapewnić równowagę między niedrogimi, ale wysokiej jakości efektami ostrzenia, a długą pracą w trudnych warunkach pracy.
Wszystkie szlifierki firmy Wood-Mizer wykorzystują automatyczne urządzenia oparte na technologii ostrzenia CBN, co zapewnia najlepsze rezultaty ostrzenia. Wood-Mizer produkuje własne tarcze CBN, które w pełni odpowiadają profilowi zębów i nie wymagają dodatkowych ustawień. Zastosowanie ostrzących dysków CBN pozwala na ostrzenie pił zgodnie ze specyfikacjami fabrycznymi, precyzyjnie zachowując krok i wysokość zęba, kąt ostrzenia i powierzchnię czołową.
NASZE ATUTY
- ostrzyć piły tarczami bruzdowymi CBN z zachowaniem oryginalności zęba piły
- zmyć kurz płynem chłodzącym, który zapewnia trwałość i konserwację brzeszczotu
- serwisowane narzędzie skrawające dostarczamy dostosowaną trasą do Twojego przedsiębiorstwa
- pracujemy z VAT
7 ZALET PIŁY TAŚMOWYCH Wood-Mizer®
- dokładna geometria piły
- piły spawalnicze na wyposażeniu fabrycznym IDEAL BAS-100
- wysokiej jakości stal szybkotnąca
- szeroki wybór parametrów i profili
- zabezpieczenie przed podrabianiem (indywidualny numer każdej piły, certyfikat jakości producenta)
- specjalne pakowanie kurzu
- każda piła jest gotowa do pracy

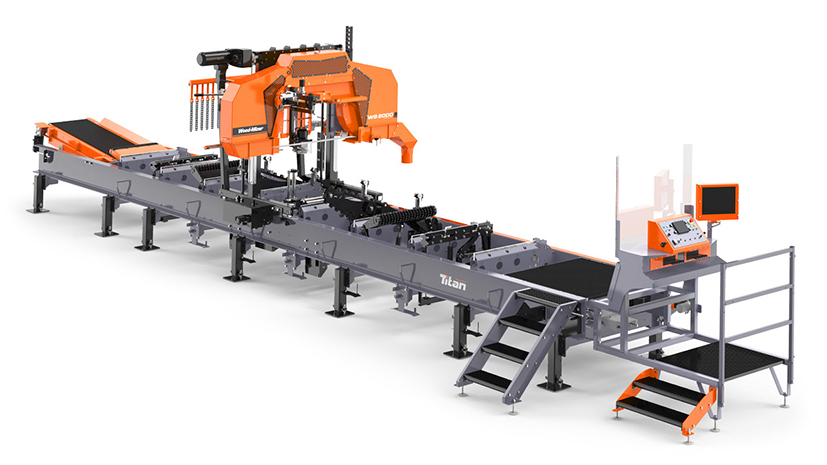
7 ZALET NASZYCH MASZYN
- niezawodność w użytkowaniu, praca 24/7
- obsługa kłody kosztem zestawu hydraulicznego
- szybkość obliczania produktów trocinowych kosztem linijki elektronicznej
- kompletujemy maszyny z różnymi typami silników: elektrycznym, benzynowym, diesla
- wydajność, a nie wysokie koszty materiałów eksploatacyjnych, dzięki wysokiej jakości oryginalnym częściom zamiennym
- mobilność, możliwość pracy na budowie w pobliżu surowców
- precyzja natrysku

NASZE PRODUKTY

TRAKI PROFESJONALNE
Traki taśmowe do rozpoczynania działalności i małej produkcji.
TARTAKI PRZEMYSŁOWE
Tartaki przemysłowe o dużej wydajności.

OBRZYNARKI I WIELOPIŁY
Obrzynarki Wood-Mizer zwiększają produktywność tartaku.

LINIE DO OBRÓBKI KŁÓD
Linie i urządzenia do obróbki drewna przemysłowego.

OSTRZARKI
Dzięki temu sprzętowi można osiągnąć wysoki poziom wyostrzania pyłu.

ŚCIERNICE BORAZONOWE
Krążki w pięciu wariantach profilu zęba odpowiadającego profilom zęba pyłku.

ROZWIERAKI
Maszyny do profesjonalnego rozprowadzania pyłu w dużych tartakach.

WTÓRNA OBRÓBKA DREWNA
Sprzęt do produkcji gotowych wyrobów z drewna.

CZĘŚCI
Zamawianie części Wood-Mizer.

UŻYWANY SPRZĘT
Używany sprzęt Wood-Mizer.

SilverTIP
SilverTIP to doskonała piła do cięcia zarówno kłód, jak i belek na skalę przemysłową. Wykonana ze stali węglowej piła taśmowa SilverTIP znajduje zastosowanie w przenośnych i stacjonarnych przecinarkach taśmowych, w tym poziomych oddzielnych. Stal węglowa jest jedną z najczęściej stosowanych w produkcji wąskich pił taśmowych. Piły te dobrze się ostrzą, chociaż mogą wytrzymać mniej ostrzenia niż ostrza ze stali wysokostopowej, ponieważ materiał, z którego wykonane są piły SilverTIP, jest bardziej miękki niż stal wysokostopowa.
Szerokość 32 mm, 35 mm, 38 mm, 40 mm, 45 mm, 50 mm, 75 mm
Grubość 1,00 mm, 1,07 mm, 1,14 mm, 1,27 mm, 1,40 mm
Profil 9/29, 10/30
DoubleHARD
DoubleHARD to mocna i wszechstronna piła, która doskonale sprawdza się w przecinaniu gatunków iglastych i liściastych, materiałów z dużą ilością sęków i żywicy, a także zamarzniętego drewna. Ostrza DoubleHARD wykonane są ze stali wysokostopowej. Zęby tej piły poddawane są procedurze hartowania indukcyjnego, co zapewnia im dwukrotnie większą wytrzymałość i podwaja żywotność piły pomiędzy ostrzeniem w porównaniu ze standardowymi ostrzami ze stali węglowej.
Szerokość 32 mm, 35 mm, 38 mm, 40 mm, 50 mm
Grubość 1,00 mm, 1,07 mm, 1,14 mm, 1,40 mm
Profil 4/32, 7/34, 9/29, 10/30, 13/29
MaxFLEX
MaxFLEX to wysokiej jakości uniwersalne piły taśmowe o maksymalnej elastyczności. Te elastyczne piły, wykonane z wysokostopowej stali premium, mają długą żywotność i skutecznie tną każde drewno. Piły MaxFLEX są powszechnie stosowane w mobilnych i przemysłowych zakładach obróbki drewna. Ostrzone są tarczą CBN, a ich wytrzymałość odpowiada piłom taśmowym DoubleHARD.
Szerokość 32 mm, 35 mm, 38 mm
Grubość 1,00 mm, 1,07 mm, 1,14 mm, 1,40 mm
Profil 9/29, 10/30, 13/29
BiMETAL
BiMETAL to piły wykonane z dwóch gatunków stali wysokostopowej, a zęby są dodatkowo hartowane. Dzięki swojej konstrukcji piły taśmowe BiMETAL zachowują ostrość trzy razy dłużej niż standardowe piły ze stali węglowej. Piły BiMETAL mają dłuższą żywotność i są przeznaczone do wykonywania różnorodnych zadań produkcyjnych związanych z obróbką drewna. Naostrzone są tarczą CBN.
Szerokość 34 mm
Grubość 1,07 mm
RazorTIP
RazorTIP Stellite® – piły taśmowe z zębami stellitowymi, które wykazują doskonałą odporność na ścieranie, wytrzymują wielokrotne ostrzenie i są w stanie pracować dłużej niż standardowe piły, nawet podczas piłowania trudnego w obróbce drewna tropikalnego. Piły RazorTIP są wykonane ze stali wysokostopowej, końcówki zębów są stellitowane. Są ostrzone z pomocą
Dysk CBN. Takie ostrza nie tępią się dłużej niż zwykłe hartowane zęby.
Szerokość 32 mm, 38 mm
Grubość 1,07 mm, 1,14 mm
WSKAZÓWKI TECHNICZNE
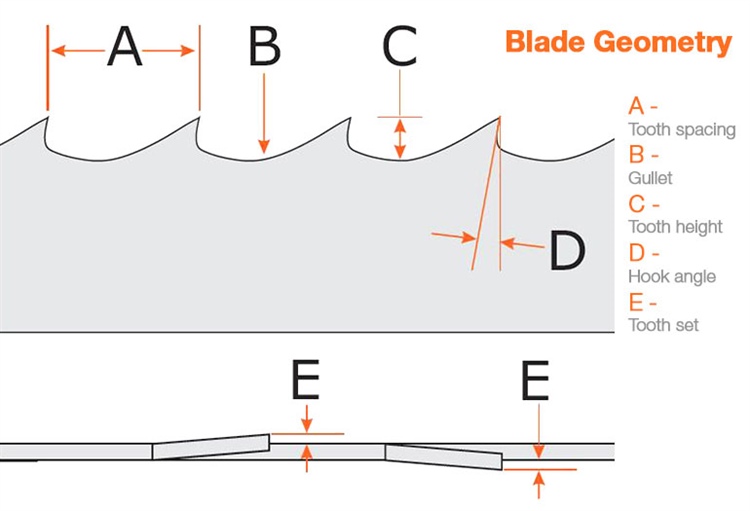
JAK PRAWIDŁOWO WYBRAĆ PIŁĘ TAŚMOWĄ WOOD-MIZER
A = Podziałka zębów
B = Zatoka zęba
C = Wysokość zęba
D = Przedni róg zęba
E = Zęby hodowlane
Wood-Mizer produkuje piły taśmowe do piłowania wszystkich rodzajów drewna, od mokrego miękkiego do suchego twardego drewna. Biorąc pod uwagę, że oferta Wood-Mizer obejmuje ponad 60 opcji parametrów pił, w tym 6 typów profili zębów i różne kombinacje grubości i szerokości brzeszczotu, która piła będzie najlepsza do Twojej produkcji drewna?
CO ZROBIĆ, JEŚLI PODCZAS OPRYSKU POWSTA „FALA”?
Wielu operatorów maszyn jest zaznajomionych z tym problemem: podczas piłowania nierównej powierzchni deski pojawia się „fala”. Problem jest naprawdę poważny, ale można go rozwiązać. Konsekwentnie analizuj czynniki wpływające na proces piłowania. Jest ich tylko czterech: operator, maszyna, piła, drewno.

Operator
Czasami pierwsza pozycja na naszej liście może być ostatnią. Przecież to od operatora zależy prawidłowe ustawienie maszyny, dobór prędkości cięcia oraz dobór pił w zależności od gatunku drewna.
Prędkość piłowania powinna być jak najbliższa maksymalnej dla tego rodzaju drewna. Jeśli prędkość cięcia jest wystarczająca, powierzchnia staje się podobna do deski do mycia. Jeśli natomiast prędkość jest zbyt duża, piła nie ma czasu na cięcie, co powoduje „falowanie”.
Szczególną uwagę zwraca się na ustawienie maszyny. Często nawet doświadczeni operatorzy nie zwracają należytej uwagi na stan maszyny, powołując się na fakt, że regulacja nie zajmuje dużo czasu, a konserwacja maszyny odbywa się raz w tygodniu lub nawet rzadziej. Rzeczywiście, regulacja i naprawa maszyny w tym przypadku – dość długi proces: ponieważ za tydzień jest wiele awarii w ustawieniach, które wcześniej nie docierały do rąk. Nasza rada: codziennie sprawdzaj ustawienia maszyny i pamiętaj, aby po zetknięciu się rolek nośnych piłować kłodę. Sprawdzanie nie oznacza dostosowywania i zajmuje trochę czasu.
Operator musi również monitorować stan traka.
Maszyna
Zastanów się, jakie części i komponenty maszyny mogą wywołać „falę” podczas cięcia.
Rolki prowadzące piły. Określają położenie piły względem ramy. Odpowiednie ustawienie rolek zapewnia dodatkową stabilność piły w pilarce. Regulacja rolek jest sprawdzana za pomocą linijki nastawczej, która jest dołączona do maszyny. Ta linijka powinna być oddzielona od innych narzędzi, aby uniknąć uszkodzenia. W przypadku zgubienia lub uszkodzenia żyłki radzimy kupić nową, zamiast próbować tworzyć własną.
Więc najpierw spójrzmy na filmy. Nie mogą mieć na powierzchni roboczej śladów pracy powodującej wibracje brzeszczotu i piły. Po bokach rolek nie powinno być głębokich rys, które powstają, jeśli rolki nie obracają się podczas ruchu piły. Musisz również sprawdzić stan łożyska, dla którego dozwolony jest tylko mały luz.
Następnie sprawdź oś mocowania (palec) rolki w obudowie. W przypadku wykrycia luzu (dokręcenie wszystkich kołków mocujących oś) należy przeprowadzić wymianę obudowy. Często podczas pracy dochodzi do uszkodzenia miejsca mocowania korpusu rolki do wózka prowadzącego, przez co nie ma możliwości prawidłowego wyregulowania położenia rolek (brak marginesu regulacji). Możesz spróbować skorygować zgięcie, demontując korpus rolki. Uszkadza to jednak miejsce zgrzewania, dlatego wadliwą obudowę lepiej wymienić na nową.
Zepsute sworznie regulacyjne i skręcone przeciwnakrętki lepiej wymienić od razu na nowe, a następnie, aby zapobiec ich przedwczesnemu uszkodzeniu, zalecamy użycie wyłącznie wysokiej jakości narzędzia regulacyjnego (klucz nasadowy 14 i sześciokąt 3/16).
Po wymianie wadliwych sęków i detali wykonywana jest pełna regulacja rolek piły zgodnie z instrukcją fabryczną. Aby zapewnić równomierny docisk rolek do pyłu podczas przesuwania rolki ruchomej z jednej skrajnej pozycji do drugiej, prowadnice rolki ruchomej muszą poruszać się w płaszczyźnie równoległej do płaszczyzny stołu nośnego. Ta regulacja jest często zapomniana lub wykonana nieprawidłowo. Dlatego przy regulacji szerokości cięcia zmienia się sztywność brzeszczotu, a to powoduje „falowanie”. Sprawdź również, czy nie ma luzów w zespole napędowym ruchomej prowadnicy rolkowej. Nawet mały luz jest tu niedozwolony.
Paski B57. Używaj tylko markowych „pływających” pasów Wood-Mizer, ponieważ są one specjalnie zaprojektowane do maszyn taśmowych. Często sprawdzaj ich stan. Jeśli są zużyte, należy je natychmiast wymienić na nowe, aby zapobiec zetknięciu się wieńca koła pasowego z piłą, co spowoduje przedwczesne pęknięcie piły.
Umyłem napój. Zawsze używaj myjki, aby utrzymać kurz w czystości. Jest to prosta rzecz, o której operatorzy czasami zapominają.
Regulacja położenia piły na rolkach roboczych. Znaczny wypływ trocin z kół pasowych prowadzi do rozciągania tylnej krawędzi piły, która w trocinach staje się niestabilna. W tym przypadku wada nie pojawia się od razu, czasem po drugim lub trzecim ostrzeniu, a operator uważa, że piła jest złej jakości. Ale nawet nowa piła po kilku ostrzeniach zaczyna widzieć niestabilną. Wniosek: pamiętaj o wyregulowaniu pozycji piły na kołach pasowych.
Instalacja maszyny. Jest to szczególnie ważne w przypadkach, gdy wsporniki maszyny nie są mocowane za pomocą śrub kotwiących, zgodnie z zaleceniami zawartymi w instrukcji obsługi maszyny. Wszystkie nogi podporowe muszą dotykać podłogi bez żadnych szczelin. W przypadku wykrycia szczeliny należy ją usunąć, umieszczając metalową płytkę o odpowiedniej grubości pod nogą wsporczą.
W maszynach wyprodukowanych przed 2000 rokiem nie ma środkowych nóg wsporczych, które są montowane zamiast ramy, aby zapobiec ugięciu ramy podczas przesuwania głowicy tnącej. Jeśli Twój model maszyny nie ma tych wsporników, zdecydowanie zalecamy zainstalowanie ich samodzielnie lub u sprzedawcy Wood-Mizer.
Piła
Po upewnieniu się, że wszystkie ustawienia maszyny odpowiadają zaleceniom, zwracamy się do głównego „sprawcy” „fali”. To oczywiście widziałem. Pierwszą rzeczą do zapamiętania jest to, że kluczem do udanego cięcia jest prawidłowe ostrzenie i rozcieńczenie pił taśmowych.
Najczęściej „fala” pojawia się podczas piłowania tępymi piłami.
Niewystarczające rozcieńczenie gwałtownie zmniejsza prędkość oprysku. Ponadto piła, nawet jeśli jest wystarczająco ostra, nagrzewa się podczas pracy, rozciąga i często trzeba sprawdzać jej napięcie na kołach pasowych.
Kąt ostrzenia ma również wpływ. Jeśli ten kąt jest większy niż optymalny dla tego rodzaju drewna, piła jest przywiązana do drewna, a jeśli to nie wystarcza, prędkość cięcia jest zmniejszona.
Oddzielnie rozważ nierówną hodowlę. Jeśli hodowla jest nieregularna od zęba do zęba, „fala” będzie losowa i będzie zależeć głównie od nierównomiernej gęstości drewna. Jeśli rozcieńczenie jest różne dla różnych stron brzeszczotu piły, „fala” będzie zależeć od przeważającej ilości rozcieńczenia (w tym lub innym kierunku) i wystąpi przy zmianie prędkości opryskiwania. Pośrednio na obecność takiej wady wskazuje fakt, że po wejściu w drewno piła nurkuje w dół lub w górę.
Piła, w której podziałka zęba lub wysokość zęba zmienia się podczas przejścia z zęba na ząb, będzie pił z szarpaniem i ze znacznymi wibracjami. Nie możemy zapominać o uszkodzeniach spowodowanych przez nierozwiązane po ostrzeniu zadziorów. Oprócz zwiększania ryzyka pęknięcia piły obecność zadziorów prowadzi do zahamowania trocin, ich nagrzewania się, a tym samym do powstawania „fal”.
Często piła ulega uszkodzeniu podczas zeskakiwania z kół pasowych lub nieprawidłowego uwolnienia z zacięcia. Ten pył jest zwykle kontrolowany i próbuje się go dalej rozpylać, ale już otrzymasz wysokiej jakości piłę.
Drewno
Rozważ cechy drewna, które wpływają na występowanie „fal”.
Przede wszystkim jest to nierównomierna gęstość warstw. Gęstość rdzenia kłody jest zwykle znacznie niższa niż gęstość warstw zewnętrznych (zwłaszcza w miękkim drewnie). Dlatego ilość trocin podczas piłowania surowców jest większa. Piła po drodze mija takie miejsca i nie radzi sobie z usuwaniem trocin z piłowania. W rezultacie jego tylna część nagrzewa się i powiększy się. Piła wygina się w piłę i pojawia się „fala”. Profil piły powinien być tak dobrany, aby równie dobrze pił twardą warstwę zewnętrzną i miękką wewnętrzną.
Większość operatorów dobrze wie o występowaniu „fali” podczas piłowania zamarzniętego drewna. Całkowicie zmarznięte drewno nie sprawia specjalnych problemów, ale piłowanie lekko zmarzniętych lub częściowo zmarzniętych kłód jest bardzo trudnym zadaniem. Użycie piły z profilem do zamarzniętego drewna rozwiązuje większość problemów.
Przy piłowaniu z dużą liczbą sęków ryzyko „zafalowania” wzrasta kilkakrotnie. Cięcie w tym przypadku należy bardzo ostrożnie i płynnie zmniejszyć, a następnie równie płynnie zwiększyć posuw podczas przejścia każdego węzła.
Cięcie bardzo żywicznego drewna stwarza szczególne problemy. Fakt, że przyczepność trocin i żywicy do piły płóciennej jest równoznaczna ze zwiększeniem jej grubości. A ponieważ grubość piły się nie zmienia, piła zaczyna ocierać się o ściany piły, nagrzewa się, w wyniku czego napięcie spada. „Fala” pojawia się natychmiast.
Do mycia piły używaj płynu myjącego znajdującego się w zbiorniku, chociaż nie zawsze to pomaga, ponieważ tubylec jest podawany tylko z jednej strony piły, a żywica przykleja się do obu stron.
Firma Wood-Mizer opracowała system LubeMizer do jednoczesnego dostarczania płynu myjącego do obu płaszczyzn piły. Zalecamy zakup tego systemu i zainstalowanie go na maszynie, szczególnie w przypadku cięcia żywicznych gatunków drewna.
O NAS
Od założenia firmy w 1982 roku, Wood-Mizer wyprodukował i sprzedał ponad 80 000 pił taśmowych w prawie 130 krajach. Dużą popularność Wood-Mizer tłumaczy wyjątkowa konstrukcja maszyny, która zapewnia dokładność piłowania, oszczędność i niezawodność sprzętu.
